 ALGODÓN
ALGODÓNHilatura de el algodón. Sabemos que desde antes de la revolución industrial el algodón es la fibra de mayor
consumo en el mundo y por lo tanto los procesos textiles usados para la manufactura del
mismo son conocidos universalmente. Además cada día se usa más la mezcla de algodón
con poliéster, que es la fibra que cada día cobra más importancia y en un futuro cercano
será la fibra de mayor consumo mundial, de hecho ya lo es para muchas aplicaciones y
usos.
Considerando que la mitad del poliéster producido en el mundo se usa como fibra corta,
podríamos deducir fácilmente que el proceso de hilatura de fibra corta representa más del
80% de la producción mundial de hilos hilados. De aquí la importancia de conocer este
proceso y sus diferentes variables.
En esta semana vamos a analizar cada uno de los procesos necesarios para la elaboración de
los hilos de algodón y sus mezclas con las fibras hechas por el hombre. Igualmente
mencionamos el proceso de obtención del algodón, el análisis de sus propiedades y
finalmente tratamos los análisis de calidad que se hacen a los hilos.
Los hilos hilados de fibra corta se usan en tejido de punto, en urdimbres y tramas para
tejido plano y se usan como hilos de coser y de labores.
Obtención de la fibra del algodón.
CULTIVO
El algodón crece en casi todas las partes del mundo donde haya climas cálidos.
Los mayores productores de algodón en el mundo son:
Estados Unidos
China
India
Uzbequistan (URSS)
Pakistan
En Colombia hay dos zonas de cultivo:
La zona norte o cosecha de la costa atlántica, incluye a Villavicencio. Se cosecha en el
periodo diciembre - enero.
La zona del interior o cosecha del Magdalena medio. Se cosecha en el periodo julio –
agosto.
Para dar una idea de la magnitud de la cosecha colombiana, mientras EEUU produce unos
cuatro millones de toneladas anuales en nuestro país producimos alrededor de 70000
toneladas.
Uzbequistan (URSS)
Pakistan
En Colombia hay dos zonas de cultivo:
La zona norte o cosecha de la costa atlántica, incluye a Villavicencio. Se cosecha en el
periodo diciembre - enero.
La zona del interior o cosecha del Magdalena medio. Se cosecha en el periodo julio –
agosto.
Para dar una idea de la magnitud de la cosecha colombiana, mientras EEUU produce unos
cuatro millones de toneladas anuales en nuestro país producimos alrededor de 70000
toneladas.

RECOLECCION
PUEDE SER:
Mecánica: La recolección mecánica se caracteriza por un alto rendimiento y gran
cantidad de impurezas en el material, las cuales tendrán que ser removidas por medio de
una severa limpieza posterior.

Manual: Requiere mucha mano de obra y presenta bajo rendimiento, pero se recolectaun algodón mucho más limpio y mejor seleccionado. Se utiliza cuando se trata depequeños cultivos en países poco industrializados como en el caso de Colombia.

DESMOTADO
Este proceso se hace en instalaciones que están cercanas a las zonas de cultivo.
Generalmente son empresas particulares que prestan el servicio a los cultivadores.
En el desmotado se llevan a cabo las siguientes funciones:
Secado inicial del algodón
Limpieza severa del material
Separación de la fibra y la semilla (desmotado en sí)
Formación de una paca de unos 250 kg.
Toma de la muestra para la asignación del grado.
Una vez formadas las pacas se dejan expuestas a la intemperie por un período de 24 horas
(cuarentena), con el fin de prevenir incendios debidos a las fuertes presiones internas que se
acumulan durante el embalaje y a la alta inflamabilidad de esta fibra.

ASIGNACION DEL GRADO
Esta operación esta a cargo de técnicos especialistas designados por una entidad de carácter
neutral frente a los intereses de compradores y vendedores. Tiene como fin establecer el
precio del algodón de acuerdo a su calidad y se hace por comparación con unas muestras
patrones elaboradas por el ministerio de agricultura de los EEUU.
Para asignar el grado se tienen en cuenta los siguientes criterios:
Color del algodón
Cantidad de impurezas presentes y
Grado de preparación, o sea calidad del desmotado.
Los grados principales son:
• Stret Good Middling
• Good middling
• Stret Middling
• Middling
• Stret Low Middling
• Low Middling
• Stret Good ordinary
• Good ordinary
• Ordinary o below grade.
Se acostumbra especificar la longitud aproximada de la fibra en la paca, aunque este
criterio no hace parte del grado asignado.
Nota
Este sistema de asignación de grado ya es obsoleto. Ahora se utiliza el sistema de
clasificación del algodón HVI, el cual tiene en cuenta todas las características de las
fibras. Fue desarrollado y aplicado por los estados Unidos a partir de 1991 y cada
vez más se ha ido imponiendo en el mundo entero.
En Colombia, aunque algunas empresas tienen equipos HVI, aún no se ha adoptado
completamente este sistema de clasificación. En este modulo solo haremos
referencia al sistema tradicional.
EMBALAJE
Este proceso se hace en instalaciones que están cercanas a las zonas de cultivo.
Generalmente son empresas particulares que prestan el servicio a los cultivadores.
En el desmotado se llevan a cabo las siguientes funciones:
Secado inicial del algodón
Limpieza severa del material
Separación de la fibra y la semilla (desmotado en sí)
Formación de una paca de unos 250 kg.
Toma de la muestra para la asignación del grado.
Una vez formadas las pacas se dejan expuestas a la intemperie por un período de 24 horas
(cuarentena), con el fin de prevenir incendios debidos a las fuertes presiones internas que se
acumulan durante el embalaje y a la alta inflamabilidad de esta fibra.
ASIGNACION DEL GRADO
Esta operación esta a cargo de técnicos especialistas designados por una entidad de carácter
neutral frente a los intereses de compradores y vendedores. Tiene como fin establecer el
precio del algodón de acuerdo a su calidad y se hace por comparación con unas muestras
patrones elaboradas por el ministerio de agricultura de los EEUU.
Para asignar el grado se tienen en cuenta los siguientes criterios:
Color del algodón
Cantidad de impurezas presentes y
Grado de preparación, o sea calidad del desmotado.
Los grados principales son:
• Stret Good Middling
• Good middling
• Stret Middling
• Middling
• Stret Low Middling
• Low Middling
• Stret Good ordinary
• Good ordinary
• Ordinary o below grade.
Se acostumbra especificar la longitud aproximada de la fibra en la paca, aunque este
criterio no hace parte del grado asignado.
Nota
Este sistema de asignación de grado ya es obsoleto. Ahora se utiliza el sistema de
clasificación del algodón HVI, el cual tiene en cuenta todas las características de las
fibras. Fue desarrollado y aplicado por los estados Unidos a partir de 1991 y cada
vez más se ha ido imponiendo en el mundo entero.
En Colombia, aunque algunas empresas tienen equipos HVI, aún no se ha adoptado
completamente este sistema de clasificación. En este modulo solo haremos
referencia al sistema tradicional.
EMBALAJE
Recibe el algodón entregado por la desmotadora y da forma a una paca o bala; éstas deben ser acondicionadas en el salón de apertura, por lo menos 24 horas a la humedad relativa del salón, antes de dar inicio al proceso.

CLASIFICACION DE EL ALGODON
El algodón es llevado a las bodegas de la empresa donde se almacena y se extraen muestrasde cada una de las pacas con el fin de hacerles los análisis respectivos después de una ambientación previa de unas 24 horas en el laboratorio de fibras, el cual tiene un ambiente
controlado a 21°C y 65 % de humedad relativa.
Los análisis más comunes que se le hacen a las fibras de algodón son los siguientes:
controlado a 21°C y 65 % de humedad relativa.
Los análisis más comunes que se le hacen a las fibras de algodón son los siguientes:
A) LONGITUD
Se hace en el Fibrógrafo y se determinan los siguientes valores:
Longitud efectiva: Es un valor que indica la longitud mínima que tienen el 2.5 % de las
fibras de la muestra.
Longitud al 50 %: Indica la longitud mínima que tienen el 50 % de las fibras de las
muestras.
Relación de uniformidad: Es la relación entre la longitud al 50 % y la longitud efectiva,
expresada como porcentaje. Este valor oscila entre 45 y 48 %.
La longitud efectiva es la base para realizar algunos de los ajustes en las máquinas de
hilandería.
B) FINURA
Se hace en el Fibrógrafo y se determinan los siguientes valores:
Longitud efectiva: Es un valor que indica la longitud mínima que tienen el 2.5 % de las
fibras de la muestra.
Longitud al 50 %: Indica la longitud mínima que tienen el 50 % de las fibras de las
muestras.
Relación de uniformidad: Es la relación entre la longitud al 50 % y la longitud efectiva,
expresada como porcentaje. Este valor oscila entre 45 y 48 %.
La longitud efectiva es la base para realizar algunos de los ajustes en las máquinas de
hilandería.
B) FINURA
La finura de las fibras se puede medir en micras, dtex, mtex o denier pero en el caso del
algodón la finura se mide en unidades IMF (Indice Micronaire de finura). Este es un
método que mide la caída de presión de una corriente de aire que se hace pasar a través de
un filtro formado por una masa predeterminada de algodón. A mayor finura de la fibra
habrá mayor oposición al paso del aire (actúa como un filtro fino) y por tanto mayor será la
caída de presión y en caso de tener un algodón más grueso el efecto será contrario.
La finura se halla entonces indirectamente en un equipo llamado Micronaire. El valor
Micronaire oscila entre 3 y 5. Valores bajos indican mayor finura.
algodón la finura se mide en unidades IMF (Indice Micronaire de finura). Este es un
método que mide la caída de presión de una corriente de aire que se hace pasar a través de
un filtro formado por una masa predeterminada de algodón. A mayor finura de la fibra
habrá mayor oposición al paso del aire (actúa como un filtro fino) y por tanto mayor será la
caída de presión y en caso de tener un algodón más grueso el efecto será contrario.
La finura se halla entonces indirectamente en un equipo llamado Micronaire. El valor
Micronaire oscila entre 3 y 5. Valores bajos indican mayor finura.
c)RESISTENCIA
Se hace en varios equipos que miden la resistencia a la tracción de un manojo de fibras. Los
más usados son:
Pressley: Expresa la resistencia del algodón en miles de libras por pulgada cuadrada.
Stelometer: Expresa la tenacidad del algodón en gf / tex y también proporciona el
porcentaje de elongación.
más usados son:
Pressley: Expresa la resistencia del algodón en miles de libras por pulgada cuadrada.
Stelometer: Expresa la tenacidad del algodón en gf / tex y también proporciona el
porcentaje de elongación.
D) MADUREZ
En el algodón se encuentra cierta cantidad de fibras inmaduras y muertas de acuerdo al
grado de desarrollo alcanzado por el mismo. Es importante detectar las pacas que tienen
problemas de madurez con el fin de separarlas y dosificarlas durante el mezclado y así
evitar problemas durante la tintura, ya que fibras muertas e inmaduras no absorben los
colorantes con la misma intensidad que las fibras maduras.
El porcentaje de madurez del algodón se halla mediante el método Causticaire y se hace en
el equipo Micronaire. En éste equipo se halla inicialmente el IMF o finura del algodón,
luego la misma muestra se trata con soda caústica provocando el hinchamiento de las fibras
maduras. Luego se lavan, se neutralizan, se secan, se acondicionan y finalmente se halla de
nuevo la finura en el Micronaire, obteniendo un valor que ahora se llama Indice Causticaire
de finura. La correlación por medio de una tabla preestablecida entre estos dos valores nos
proporciona indirectamente el porcentaje de madurez de la muestra de algodón.
En el algodón se encuentra cierta cantidad de fibras inmaduras y muertas de acuerdo al
grado de desarrollo alcanzado por el mismo. Es importante detectar las pacas que tienen
problemas de madurez con el fin de separarlas y dosificarlas durante el mezclado y así
evitar problemas durante la tintura, ya que fibras muertas e inmaduras no absorben los
colorantes con la misma intensidad que las fibras maduras.
El porcentaje de madurez del algodón se halla mediante el método Causticaire y se hace en
el equipo Micronaire. En éste equipo se halla inicialmente el IMF o finura del algodón,
luego la misma muestra se trata con soda caústica provocando el hinchamiento de las fibras
maduras. Luego se lavan, se neutralizan, se secan, se acondicionan y finalmente se halla de
nuevo la finura en el Micronaire, obteniendo un valor que ahora se llama Indice Causticaire
de finura. La correlación por medio de una tabla preestablecida entre estos dos valores nos
proporciona indirectamente el porcentaje de madurez de la muestra de algodón.
E) CONTENIDO DE AZUCAR O MELAZA
La presencia de azúcar en el algodón se debe al excremento de ciertos insectos como el
pulgón que proliferan en zonas de cultivo donde no hay buen control de plagas. El algodón
con alto contenido de azúcar se torna pegajoso y causa serios trastornos durante el proceso
de hilatura.
Las pacas detectadas con problemas de azúcar se separan y se dosifican al máximo durante
el mezclado con el fin de minimizar los malos efectos.
Para medir la cantidad de azúcar o melaza se utiliza el método Clinitest.
pulgón que proliferan en zonas de cultivo donde no hay buen control de plagas. El algodón
con alto contenido de azúcar se torna pegajoso y causa serios trastornos durante el proceso
de hilatura.
Las pacas detectadas con problemas de azúcar se separan y se dosifican al máximo durante
el mezclado con el fin de minimizar los malos efectos.
Para medir la cantidad de azúcar o melaza se utiliza el método Clinitest.
F) CANTIDAD DE IMPURESAS
Esta prueba se hace en el analizador Shirley, el cual separa las fibras de las impurezas y por
relaciones de peso se determina el porcentaje de impurezas presentes en el material. Este
porcentaje varía entre 2 y 17 de acuerdo al grado de la paca analizada.
Este análisis permite conocer el rendimiento de la materia prima y constituye la base para
determinar el flujo de proceso durante la apertura y para realizar los ajustes de las
diferentes máquinas abridoras.
relaciones de peso se determina el porcentaje de impurezas presentes en el material. Este
porcentaje varía entre 2 y 17 de acuerdo al grado de la paca analizada.
Este análisis permite conocer el rendimiento de la materia prima y constituye la base para
determinar el flujo de proceso durante la apertura y para realizar los ajustes de las
diferentes máquinas abridoras.
G) GRADO DE BRILLO
Es importante conocer las diferencias de brillo entre las pacas, ya que diferencias muy
marcadas pueden causar problemas de barrado en los tejidos elaborados posteriormente.
H) REGAIN
Este análisis se hace al momento de la recepción de las pacas con el fin de corregir los
pesos y / o precios de acuerdo al regain comercial establecido para el algodón, el cual es del
8.5 %. Recuerda Hoy en día estos análisis se hacen por medio de los diferentes módulos del sistema HVI (Hight Volumen Instrument), los cuales son rápidos, precisos y muy objetivos.
En Colombia éste sistema solo ha sido adquirido por muy pocas empresas.
Es importante conocer las diferencias de brillo entre las pacas, ya que diferencias muy
marcadas pueden causar problemas de barrado en los tejidos elaborados posteriormente.
H) REGAIN
Este análisis se hace al momento de la recepción de las pacas con el fin de corregir los
pesos y / o precios de acuerdo al regain comercial establecido para el algodón, el cual es del
8.5 %. Recuerda Hoy en día estos análisis se hacen por medio de los diferentes módulos del sistema HVI (Hight Volumen Instrument), los cuales son rápidos, precisos y muy objetivos.
En Colombia éste sistema solo ha sido adquirido por muy pocas empresas.

PROCESO DE HILATURA DEL ALGODÓN
Consiste de una serie de procesos donde paulatinamente se abren, mezclan y limpian las
fibras de algodón, para ser presentadas luego en forma de napa, la cual será luego
convertida en cinta, a la vez que se continua con la apertura y limpieza. Posteriormente se
reúnen varias cintas para ser estiradas juntas y formar una sola cinta. Esta operación se
repite varias veces hasta formar una cinta homogénea y uniforme con las fibras bien
orientadas. Esta cinta será reducida en masa a través de estiraje hasta formar una mecha, de
la cual también a través de estiraje y torsión se formará el hilo.
Cuando el hilo ha de ser peinado, en un proceso aparte y con el material presentado en
forma de rollos de cintas se retiran las fibras cortas, impurezas, motas y neps. Después de
este proceso las fibras vuelven a quedar en forma de cintas de algodón peinado para
continuar con los procesos subsiguientes, inclusive se puede mezclar con otras fibras como
el poliéster y la viscosa.
Existen muchas variantes en los procesos de hilatura de fibra corta, pero en general los
procesos de hilatura más comunes son:
• Proceso de hilatura de algodón peinado
• Proceso de hilatura de algodón cardado
• Proceso de hilatura Open End o por Rotor
• Proceso de hilatura mezcla algodón peinado / fibra manufacturada (Poliéster o
viscosa)
1.ABRIDORA CONVENCIONAL
Las pacas que van a alimentar al tren de apertura y limpieza se colocan en determinado
orden y cantidad de acuerdo a:
La programación de la mezcla
El tipo de maquinaria
El espacio disponible.
Para este proceso se utilizan entre 6 y 8 máquinas o equipos que extraen aproximadamente
un 4 % de subproducto conformado de tallos, hojas, cascarillas u otras materias vegetales.


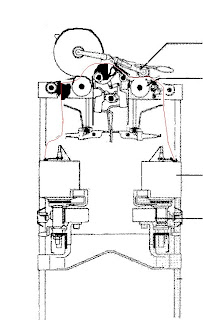
2.BLENDOMAT O ABRIDORA MODERNA
Esta compuesto por dos cilindros disgregadores que depreden los copos de algodón de las pacas, y tres cilindros de apoyo. Sirve para abrir y mezclar el algodón de acuerdo a los planos de distribución sin levantar polvo
1. gran adaptabilidad
2.gran numero de balas de alimentacion
3. Numerosas posibilidades de mezcla
4. apertura fina con preservacionde la fibra
5. Alta produccion
3. Numerosas posibilidades de mezcla
4. apertura fina con preservacionde la fibra
5. Alta produccion
6.versatilidad de produccion
7. facilidad de servicio
8.seguridad de funcionamiento

3.BATANES O ENRROLLADORAS
Tienen los siguientes objetivos:
Continuar con la apertura, mezcla y limpieza del material.
Formar un rollo de napa con peso por unidad de longitud determinada, el cual servirá
para alimentar a las cardas.
NOTA
Hoy en día prácticamente no se usan los Batanes ya que los sistemas modernos de
apertura, mezcla y limpieza se encargan de alimentar directamente a las Cardas, o sea
no es necesario formar el rollo de napa.

{kind=link}

4. CARDADO
En el cardado se cumplen las siguientes funciones:
Alimentación por medio de un rollo de napa o alimentación directa a la carda sin
formación de rollo (sistema moderno).
Continuación de la apertura y limpieza del material.
Individualización de las fibras (cardado propiamente dicho).
Condensado de las fibras para formar un velo.
Desprendimiento del velo y posterior condensado del mismo para formar una cinta con
determinado peso por unidad de longitud.
Devanado de la cinta en un bote.
En la carda se extrae aproximadamente un 4 % de subproducto, repartidos en dos puntos de
limpieza:
En la zona de apertura y limpieza se extrae el subproducto conocido como carcamo.
Al final de la zona de cardado se extrae el subproducto conocido como chapón.


5. MANUARES O ESTIRADORAS
En el manuar se cumplen las siguientes funciones:
Doblaje: Por cada lado de trabajo se alimentan 6 u 8 cintas provenientes de cardas con
el fin de homogenizar el material.
Mezclado: Las cintas alimentadas pueden ser de diferentes fibras, por ejemplo, 4 cintas
de algodón y 4 cintas de poliéster.
Estirado del material.
Se produce una cinta con peso por unidad de longitud establecida.
Se devana la cinta recién formada en un bote de tamaño específico.
Definición de estiraje
El estirado no provoca el alargamiento de las fibras, sino que consiste en una reducción de
la masa de fibras mediante desplazamiento longitudinal de unas fibras con respecto a otras.
Mediante el mismo las fibras se paralelizan y orientan en el sentido del eje de la cinta.
El estiraje no se práctica sobre una cinta unitaria, sino sobre un conjunto de cintas por
doblaje.
El tren de estiraje de un manuar esta conformado por varios juegos de cilindros, los cuales
tienen velocidades periféricas cada vez mayores hacia adelante. El estiraje se produce pues
por la diferencia entre la velocidad de salida con respecto a la velocidad de alimentación.
El valor del estiraje se expresa con un número adimensional Por ejemplo, un estiraje de 5
en una máquina, quiere decir:
Que en la máquina, la velocidad de entrega del material es 5 veces mayor que la
velocidad de alimentación del mismo.
Que el peso por unidad de longitud del material entregado es 5 veces menor al peso por
unidad de longitud total alimentado a la máquina.
Que por cada metro de material alimentado a la máquina se producen 5 metros a la
salida de la misma.
Casi todas las máquinas de la hilandería tienen estiraje.
Definición de doblaje
En los diferentes procesos, denominados doblaje al hecho de alimentar a la entrada de la
máquina, un cierto número de cintas que provienen del proceso anterior y que serán
estiradas en conjunto y reensambladas en una sola cinta a la salida de la máquina. Por
ejemplo, decimos que el doblaje es 6, cuando se reúnen 6 cintas a la entrada de la máquina
para obtener solo una a la salida.
El doblaje tiene por objeto mejorar la distribución de las fibras y de asegurar la
homogeneidad de estas, sobre todo en el caso particular de las mezclas de diferentes tipos
de fibras. Es evidente que cuanto más elevado sea el número de doblajes, mayor será la
reducción de la irregularidad en la cinta producida.
Con el fin de conservar en la cinta su peso original, el doblado debe ser compensado por el
estiraje. Si es necesario un afinamiento progresivo de la cinta (preparación de la hilatura),
el estiraje debe ser mayor que el doblaje.
El número total de doblajes en todo el proceso de hilatura es igual al producto (y no a la
suma) de los doblajes en cada proceso. Es el doblaje total quien determina, por así decirlo,
el grado de regularización. Con las máquinas antiguas esta cifra era elevada, pero
actualmente es considerablemente reducido gracias a que las nuevas máquinas disponen de
mejor control de las fibras y de sistemas de autorregulación.
Normalmente se dan varios pases de manuar con el fin de conseguir mayores niveles de
mezclado, homogeneización y orientación de las fibras. Para hacer referencia a este
proceso se habla entonces de manuar primer pase, manuar segundo pase, manuar tercer
pase, etc.
Los Manuares pueden tener 1 o 2 puestos de trabajo, o sea que entregan hasta dos
cintas a la vez.
Concepto de ecartamiento en los manuares
Es el ajuste principal en las máquinas de hilanderías, especialmente en el manuar. Se define
como la distancia comprendida entre dos puntos de pinzaje consecutivos. Para determinar
el Ecartamiento óptimo es necesario tener en cuenta la longitud efectiva de las fibras.
En el manuar se cumplen las siguientes funciones:
Doblaje: Por cada lado de trabajo se alimentan 6 u 8 cintas provenientes de cardas con
el fin de homogenizar el material.
Mezclado: Las cintas alimentadas pueden ser de diferentes fibras, por ejemplo, 4 cintas
de algodón y 4 cintas de poliéster.
Estirado del material.
Se produce una cinta con peso por unidad de longitud establecida.
Se devana la cinta recién formada en un bote de tamaño específico.
Definición de estiraje
El estirado no provoca el alargamiento de las fibras, sino que consiste en una reducción de
la masa de fibras mediante desplazamiento longitudinal de unas fibras con respecto a otras.
Mediante el mismo las fibras se paralelizan y orientan en el sentido del eje de la cinta.
El estiraje no se práctica sobre una cinta unitaria, sino sobre un conjunto de cintas por
doblaje.
El tren de estiraje de un manuar esta conformado por varios juegos de cilindros, los cuales
tienen velocidades periféricas cada vez mayores hacia adelante. El estiraje se produce pues
por la diferencia entre la velocidad de salida con respecto a la velocidad de alimentación.
El valor del estiraje se expresa con un número adimensional Por ejemplo, un estiraje de 5
en una máquina, quiere decir:
Que en la máquina, la velocidad de entrega del material es 5 veces mayor que la
velocidad de alimentación del mismo.
Que el peso por unidad de longitud del material entregado es 5 veces menor al peso por
unidad de longitud total alimentado a la máquina.
Que por cada metro de material alimentado a la máquina se producen 5 metros a la
salida de la misma.
Casi todas las máquinas de la hilandería tienen estiraje.
Definición de doblaje
En los diferentes procesos, denominados doblaje al hecho de alimentar a la entrada de la
máquina, un cierto número de cintas que provienen del proceso anterior y que serán
estiradas en conjunto y reensambladas en una sola cinta a la salida de la máquina. Por
ejemplo, decimos que el doblaje es 6, cuando se reúnen 6 cintas a la entrada de la máquina
para obtener solo una a la salida.
El doblaje tiene por objeto mejorar la distribución de las fibras y de asegurar la
homogeneidad de estas, sobre todo en el caso particular de las mezclas de diferentes tipos
de fibras. Es evidente que cuanto más elevado sea el número de doblajes, mayor será la
reducción de la irregularidad en la cinta producida.
Con el fin de conservar en la cinta su peso original, el doblado debe ser compensado por el
estiraje. Si es necesario un afinamiento progresivo de la cinta (preparación de la hilatura),
el estiraje debe ser mayor que el doblaje.
El número total de doblajes en todo el proceso de hilatura es igual al producto (y no a la
suma) de los doblajes en cada proceso. Es el doblaje total quien determina, por así decirlo,
el grado de regularización. Con las máquinas antiguas esta cifra era elevada, pero
actualmente es considerablemente reducido gracias a que las nuevas máquinas disponen de
mejor control de las fibras y de sistemas de autorregulación.
Normalmente se dan varios pases de manuar con el fin de conseguir mayores niveles de
mezclado, homogeneización y orientación de las fibras. Para hacer referencia a este
proceso se habla entonces de manuar primer pase, manuar segundo pase, manuar tercer
pase, etc.
Los Manuares pueden tener 1 o 2 puestos de trabajo, o sea que entregan hasta dos
cintas a la vez.
Concepto de ecartamiento en los manuares
Es el ajuste principal en las máquinas de hilanderías, especialmente en el manuar. Se define
como la distancia comprendida entre dos puntos de pinzaje consecutivos. Para determinar
el Ecartamiento óptimo es necesario tener en cuenta la longitud efectiva de las fibras.


6.REUNIDORA
Su objetivo es reunir varias cintas en una sola. Están destinadas a la fabricación de un rollo de cintas de longitud determinada; la alimentación es de 16 a 20 cintas. Éstas son entregadas a una mesa formando una capa de material, luego pasan a un par de cilindros calandradores y posteriormente a los tambores formadores del rollo. La cinta recibe una tensión.
La reunidora súper-lap no necesita el paso del manuar, es alimentada con el velo de cardas; posee un pequeño manuar y forma un rollo de cintas superpuestas.



7.PEINADORAS
En la peinadora se cumplen las siguientes funciones:
Alimentación de 4 o 6 rollos de cinta por cada lado de trabajo.
Peinado del material: Durante esta operación se retiran fibras cortas e impurezas que
aún persisten en el material y se dan una completa paralelización a las fibras. Cada
rollo de cintas se alimenta a una cabeza de peinado.
De cada cabeza de peinado se produce una especie de velo de fibras, el cual es
condensado para formar una cinta.
En una mesa se reúnen las 4 o 6 cintas recién formadas para entrar a la zona de estiraje
incorporada a la peinadora, la cual produce una cinta peinada con un determinado peso
por unidad de longitud.
Finalmente la cinta es depositada en forma de espiral dentro de un bote.
El subproducto obtenido en la peinadora se llama NOIL, equivale aproximadamente al 15%
del material alimentado y es aprovechado para hacer hilos bastos.
El proceso de peinado resulta demasiado costoso y solo se práctica cuando se desea obtener
hilos muy finos y / o de muy alta calidad.
Después de este proceso siempre se hacen 1, 2 ó 3 pases de manuar con el fin de compensar
en las cintas irregularidades introducidas en el desprendimiento y posterior empalme de las
fibras, durante la difícil operación de peinado. También tiene como fin mezclar el algodón
peinado con otras fibras como el poliéster.
Alimentación de 4 o 6 rollos de cinta por cada lado de trabajo.
Peinado del material: Durante esta operación se retiran fibras cortas e impurezas que
aún persisten en el material y se dan una completa paralelización a las fibras. Cada
rollo de cintas se alimenta a una cabeza de peinado.
De cada cabeza de peinado se produce una especie de velo de fibras, el cual es
condensado para formar una cinta.
En una mesa se reúnen las 4 o 6 cintas recién formadas para entrar a la zona de estiraje
incorporada a la peinadora, la cual produce una cinta peinada con un determinado peso
por unidad de longitud.
Finalmente la cinta es depositada en forma de espiral dentro de un bote.
El subproducto obtenido en la peinadora se llama NOIL, equivale aproximadamente al 15%
del material alimentado y es aprovechado para hacer hilos bastos.
El proceso de peinado resulta demasiado costoso y solo se práctica cuando se desea obtener
hilos muy finos y / o de muy alta calidad.
Después de este proceso siempre se hacen 1, 2 ó 3 pases de manuar con el fin de compensar
en las cintas irregularidades introducidas en el desprendimiento y posterior empalme de las
fibras, durante la difícil operación de peinado. También tiene como fin mezclar el algodón
peinado con otras fibras como el poliéster.
NOTA:
El peinado solo se práctica a rollos de cinta de algodón 100 %, nunca con mezclas.
Estas se pueden hacer una vez el algodón ha sido peinado.
INFLUENCIA DEL PEINADO EN EL PROCESO Y EN EL HILO
Con algodón peinado se pueden producir hilos más delgados por la uniformidad de la
longitud de fibra.
Facilita la hilatura al eliminar las grandes variaciones en la longitud de las fibras.
Por su mayor grado de paralelización y ordenamiento de las fibras produce hilos menos
peludos.
Se pueden producir hilos más resistentes, ya que las fibras largas tienen una mejor
cohesión entre sí por tener una área mayor de contacto.
Se producen hilos más lustrosos y limpios.

El peinado solo se práctica a rollos de cinta de algodón 100 %, nunca con mezclas.
Estas se pueden hacer una vez el algodón ha sido peinado.
INFLUENCIA DEL PEINADO EN EL PROCESO Y EN EL HILO
Con algodón peinado se pueden producir hilos más delgados por la uniformidad de la
longitud de fibra.
Facilita la hilatura al eliminar las grandes variaciones en la longitud de las fibras.
Por su mayor grado de paralelización y ordenamiento de las fibras produce hilos menos
peludos.
Se pueden producir hilos más resistentes, ya que las fibras largas tienen una mejor
cohesión entre sí por tener una área mayor de contacto.
Se producen hilos más lustrosos y limpios.



8.MECHERAS
En la mechera se cumplen las siguientes funciones:
Cada puesto de trabajo es alimentado con una cinta proveniente de manuares.
Se da un estiraje al material formando una delgada cinta.
Se le da una ligera torsión a la delgada cinta formando una mecha o pabilo.
La mecha o pabilo es depositado sobre una carreta plástica, formando un paquete de
forma especial.
La torsión es insertada en el pabilo estirado para darle resistencia. En una cinta hay
suficiente masa de fibras para que estas permanezcan juntas sin necesidad de dar torsión.
El retorcido del pabilo distribuye las fibras en un ligero ordenamiento en forma de espiral,
para permitir que ellas se adhieran entre sí. La torsión que se da al pabilo debe de ser la
suficiente para que éste se envuelva fácilmente en la carreta y para que luego se
desenvuelva sin problemas cuando se alimente a la hiladora.
El exceso de torsión disminuye la productividad de la mechera y causa trastornos durante el
estiraje en la hiladora. Es por eso que la cantidad de torsión a insertar en una mecha debe
ser cuidadosamente evaluada.
Formación del paquete
• Formación de capas: El pabilo debe ser colocado sobre la carreta, cuidadosa y
uniformemente durante la formación del paquete. La máquina coloca las espiras de
pabilo lado a lado, vertical y horizontalmente. La dirección vertical forma una serie
de espiras y la horizontal una serie de capas.
• Envoltura: El pabilo debe ser envuelto sobre la carreta a una rata de velocidad de
manera que, no tenga ni mucha tensión ni quede muy flojo. Un paquete bien
envuelto es aquel que tiene la densidad deseada, es decir que no esté ni muy tenso ni
muy flojo en su movimiento desde el cilindro frontal a través de la volante y sobre
la carreta. Para obtener una buena envoltura, la máquina debe estar ajustada para
dar una tensión correcta y constante a medida que cambia el diámetro del paquete
con cada capa de pabilo que se agrega.
• Construcción de la envoltura: Como capas sucesivas de pabilo son envueltas sobre
la carreta, el número de espiras por capa disminuye gradualmente en la parte
superior e inferior de la carreta con el fin de dar cierta conicidad al paquete. La
construcción cónica de la envoltura está estrictamente asociada con la operación de
formación de capas. La mechera tiene un mecanismo de construcción de envoltura
que hace posible darle al paquete una forma apropiada para que resista el manejo.
Otro propósito de la construcción de la envoltura, es colocar la mayor cantidad de
pabilo sobre la carreta sin que ocasione problemas en la saca, transporte, atril y
alimentación en las continuas de hilar.
El paquete de pabilo tiene dimensiones determinadas de acuerdo al formato de la máquina.
Las más comunes son 10 x 5”, 12 x 5 ½ “, 14 x 6 ½ “. Donde el primer número indica la
longitud y el segundo el diámetro del paquete.
Una mechera normalmente tiene 96 ó 108 puestos de trabajo y cuando se produce un
trastorno en alguno de ellos es necesario detener la marcha de toda la máquina.
Cuando se produce un reviente de la mecha en algún puesto de trabajo ésta es succionada
por una corriente de aire que actúa mientras se detiene la máquina. Estas fibras
succionadas son llevadas a una cámara especial donde se recolectan y luego se extraen
como subproducto, el cual es conocido como Pneumafil. Este se considera de alta calidad y
es reprocesado nuevamente mezclándolo con algodón de paca.
En la mechera se cumplen las siguientes funciones:
Cada puesto de trabajo es alimentado con una cinta proveniente de manuares.
Se da un estiraje al material formando una delgada cinta.
Se le da una ligera torsión a la delgada cinta formando una mecha o pabilo.
La mecha o pabilo es depositado sobre una carreta plástica, formando un paquete de
forma especial.
La torsión es insertada en el pabilo estirado para darle resistencia. En una cinta hay
suficiente masa de fibras para que estas permanezcan juntas sin necesidad de dar torsión.
El retorcido del pabilo distribuye las fibras en un ligero ordenamiento en forma de espiral,
para permitir que ellas se adhieran entre sí. La torsión que se da al pabilo debe de ser la
suficiente para que éste se envuelva fácilmente en la carreta y para que luego se
desenvuelva sin problemas cuando se alimente a la hiladora.
El exceso de torsión disminuye la productividad de la mechera y causa trastornos durante el
estiraje en la hiladora. Es por eso que la cantidad de torsión a insertar en una mecha debe
ser cuidadosamente evaluada.
Formación del paquete
• Formación de capas: El pabilo debe ser colocado sobre la carreta, cuidadosa y
uniformemente durante la formación del paquete. La máquina coloca las espiras de
pabilo lado a lado, vertical y horizontalmente. La dirección vertical forma una serie
de espiras y la horizontal una serie de capas.
• Envoltura: El pabilo debe ser envuelto sobre la carreta a una rata de velocidad de
manera que, no tenga ni mucha tensión ni quede muy flojo. Un paquete bien
envuelto es aquel que tiene la densidad deseada, es decir que no esté ni muy tenso ni
muy flojo en su movimiento desde el cilindro frontal a través de la volante y sobre
la carreta. Para obtener una buena envoltura, la máquina debe estar ajustada para
dar una tensión correcta y constante a medida que cambia el diámetro del paquete
con cada capa de pabilo que se agrega.
• Construcción de la envoltura: Como capas sucesivas de pabilo son envueltas sobre
la carreta, el número de espiras por capa disminuye gradualmente en la parte
superior e inferior de la carreta con el fin de dar cierta conicidad al paquete. La
construcción cónica de la envoltura está estrictamente asociada con la operación de
formación de capas. La mechera tiene un mecanismo de construcción de envoltura
que hace posible darle al paquete una forma apropiada para que resista el manejo.
Otro propósito de la construcción de la envoltura, es colocar la mayor cantidad de
pabilo sobre la carreta sin que ocasione problemas en la saca, transporte, atril y
alimentación en las continuas de hilar.
El paquete de pabilo tiene dimensiones determinadas de acuerdo al formato de la máquina.
Las más comunes son 10 x 5”, 12 x 5 ½ “, 14 x 6 ½ “. Donde el primer número indica la
longitud y el segundo el diámetro del paquete.
Una mechera normalmente tiene 96 ó 108 puestos de trabajo y cuando se produce un
trastorno en alguno de ellos es necesario detener la marcha de toda la máquina.
Cuando se produce un reviente de la mecha en algún puesto de trabajo ésta es succionada
por una corriente de aire que actúa mientras se detiene la máquina. Estas fibras
succionadas son llevadas a una cámara especial donde se recolectan y luego se extraen
como subproducto, el cual es conocido como Pneumafil. Este se considera de alta calidad y
es reprocesado nuevamente mezclándolo con algodón de paca.


HILADORAS:
En éstas máquinas se obtienen los hilos propiamente dichos. Hay varios tipos de hiladoras,
pero las universalmente conocidas son la hiladora de anillos y la hiladora por rotor.
9.HILADORAS DE ANILLO
En éstas máquinas se obtienen los hilos propiamente dichos. Hay varios tipos de hiladoras,
pero las universalmente conocidas son la hiladora de anillos y la hiladora por rotor.
9.HILADORAS DE ANILLO
En esta máquina se cumplen las siguientes funciones:
Cada puesto de trabajo es alimentado por un pabilo proveniente de mecheras.
Se da un estiraje al pabilo formando una diminuta cinta.
Se le da una alta torsión a la diminuta cinta formando el hilo propiamente dicho.
El hilo recién formado es depositado sobre una bobina de plástico o de cartón,
formando un paquete especial en forma de botella conocido como husada de hiladora.
La cantidad de estiraje recibida por el pabilo depende de varios factores:
♦ Título del pabilo alimentado.
♦ Título del hilo producido.
♦ Tipo de sistema de estiraje.
♦ Tipo de fibra.
Y la cantidad de torsión que se le da a un hilo depende de:
La longitud de fibra utilizada
El titulo del hilo
El grado de resistencia deseado
El tipo de hilo
El uso final del hilo.
Una cierta resistencia es requerida para preparar el hilo y tejerlo, por ejemplo, el hilo de
urdimbre debe ser más resistente por las tensiones a que es sometido en el telar, el hilo de
trama y el de tejido de punto no soportan tanta tensión en el proceso de tejida, por ello el
hilo esta más sujeto a ensortijarse y enredarse en sí mismo, a medida que se procesa en el
telar.
El hilo más grueso y de fibra más larga no requiere de mucha torsión ya que tiene más
fibras entrelazadas, lo que contribuye a mejorar su resistencia. Las fibras más largas
proporcionan más entrelazamiento, ya que hay mayor cohesión entre fibra y fibra.
Las torsiones se miden en:
Torsiones por pulgada (tpp) o
Torsiones por metro (tpm)
Un hilo común tiene entre 15 a 25 torsiones por pulgada dependiendo básicamente de la
finura del mismo.
Para expresar la cantidad de torsión de un hilo sin tener en cuenta el titulo del mismo, se
usa un número adimensional llamado coeficiente o multiplicador de torsión, el cual tiene
valores de acuerdo al uso final del mismo:
Torsiones / pulgada = Multiplicador de torsión x raíz cuadrada del Ne del hilo.
Cada puesto de trabajo es alimentado por un pabilo proveniente de mecheras.
Se da un estiraje al pabilo formando una diminuta cinta.
Se le da una alta torsión a la diminuta cinta formando el hilo propiamente dicho.
El hilo recién formado es depositado sobre una bobina de plástico o de cartón,
formando un paquete especial en forma de botella conocido como husada de hiladora.
La cantidad de estiraje recibida por el pabilo depende de varios factores:
♦ Título del pabilo alimentado.
♦ Título del hilo producido.
♦ Tipo de sistema de estiraje.
♦ Tipo de fibra.
Y la cantidad de torsión que se le da a un hilo depende de:
La longitud de fibra utilizada
El titulo del hilo
El grado de resistencia deseado
El tipo de hilo
El uso final del hilo.
Una cierta resistencia es requerida para preparar el hilo y tejerlo, por ejemplo, el hilo de
urdimbre debe ser más resistente por las tensiones a que es sometido en el telar, el hilo de
trama y el de tejido de punto no soportan tanta tensión en el proceso de tejida, por ello el
hilo esta más sujeto a ensortijarse y enredarse en sí mismo, a medida que se procesa en el
telar.
El hilo más grueso y de fibra más larga no requiere de mucha torsión ya que tiene más
fibras entrelazadas, lo que contribuye a mejorar su resistencia. Las fibras más largas
proporcionan más entrelazamiento, ya que hay mayor cohesión entre fibra y fibra.
Las torsiones se miden en:
Torsiones por pulgada (tpp) o
Torsiones por metro (tpm)
Un hilo común tiene entre 15 a 25 torsiones por pulgada dependiendo básicamente de la
finura del mismo.
Para expresar la cantidad de torsión de un hilo sin tener en cuenta el titulo del mismo, se
usa un número adimensional llamado coeficiente o multiplicador de torsión, el cual tiene
valores de acuerdo al uso final del mismo:
Torsiones / pulgada = Multiplicador de torsión x raíz cuadrada del Ne del hilo.
USO FINAL DEL HILO MULTIPLICADOR DE TORSIÓN
Para el número inglés (Ne)
Tejido de punto 2.5 a 3.0
Trama 3.0 a 3.5
Urdimbre 3.5 a 5.0
Para cada sistema de titulación existen valores del coeficiente de torsión.
La torsión que se inserta al hilo puede ser:
En dirección Z: Se produce cuando el huso de la hiladora gira en sentido horario.
En dirección S: Se produce cuando el huso gira en sentido antihorario.
La mayoría de los hilos que se producen tienen torsión Z.
Una hiladora puede tener hasta 1100 husos o puestos de trabajo repartidos a ambos lados de
la máquina. A diferencia de la mechera, cuando se producen trastornos en un puesto de
trabajo se pueden aliviar sin detener la marcha de la máquina.
AL igual que en la Mechera cuando se inicia la formación de las bobinas (husada o saca),
se inicia para todos los husos a la vez y cuando se produce un reviente del hilo en algún
puesto de trabajo éste es succionado por una corriente de aire que actúa mientras se
empalma dicho hilo. Estas fibras succionadas son llevadas a una cámara especial donde se
recolectan y luego se extraen como subproducto, el cual es conocido también como
Pneumafil. Este se considera de alta calidad y es reprocesado nuevamente mezclándolo con
algodón de paca.
Cuando una bobina sale defectuosa es rechazada y el hilo de subproducto es conocido como
estopa, la cual no se puede reprocesar para hacer nuevos hilos debido a la torsión insertada.
Para el número inglés (Ne)
Tejido de punto 2.5 a 3.0
Trama 3.0 a 3.5
Urdimbre 3.5 a 5.0
Para cada sistema de titulación existen valores del coeficiente de torsión.
La torsión que se inserta al hilo puede ser:
En dirección Z: Se produce cuando el huso de la hiladora gira en sentido horario.
En dirección S: Se produce cuando el huso gira en sentido antihorario.
La mayoría de los hilos que se producen tienen torsión Z.
Una hiladora puede tener hasta 1100 husos o puestos de trabajo repartidos a ambos lados de
la máquina. A diferencia de la mechera, cuando se producen trastornos en un puesto de
trabajo se pueden aliviar sin detener la marcha de la máquina.
AL igual que en la Mechera cuando se inicia la formación de las bobinas (husada o saca),
se inicia para todos los husos a la vez y cuando se produce un reviente del hilo en algún
puesto de trabajo éste es succionado por una corriente de aire que actúa mientras se
empalma dicho hilo. Estas fibras succionadas son llevadas a una cámara especial donde se
recolectan y luego se extraen como subproducto, el cual es conocido también como
Pneumafil. Este se considera de alta calidad y es reprocesado nuevamente mezclándolo con
algodón de paca.
Cuando una bobina sale defectuosa es rechazada y el hilo de subproducto es conocido como
estopa, la cual no se puede reprocesar para hacer nuevos hilos debido a la torsión insertada.



10.HILADORA POR ROTOR O HILADORA OPEN END
En esta máquina se cumplen las siguientes funciones:
Cada puesto de trabajo es alimentado con una cinta proveniente de manuares (no con un
pabilo).
La cinta alimentada recibe una limpieza extra.
Se da un alto estiraje a la cinta reduciendo su masa al mínimo.
Se le da una alta torsión a la diminuta cinta formando el hilo propiamente dicho.
El hilo recién formado es devanado en forma de bobina cónica o cilíndrica (cono o
queso)
El hilo puede ser purgado: O sea, se eliminan los defectos.
El hilo puede ser parafinado (lubricado): Sólo cuando se destina para tejido de punto.
La máquina Open End puede tener hasta 240 puestos de trabajo repartidos a ambos lados de
la máquina. Cada puesto trabaja independiente de los otros, o sea que mientras uno esta
empezando a formar un cono otro puede estar finalizando.
En este proceso también se obtienen dos subproductos uno en forma de pneumafil y el otro
como estopa.
La hilatura por rotor es una tecnología relativamente nueva, se usa desde 1967, tiene un alto
grado de automatización y alta velocidad de producción. Comparando éste sistema con la
hilatura de anillos, la hiladora por rotor hace el trabajo de la mechera, de la hiladora misma
y de la enconadora.
En esta máquina se cumplen las siguientes funciones:
Cada puesto de trabajo es alimentado con una cinta proveniente de manuares (no con un
pabilo).
La cinta alimentada recibe una limpieza extra.
Se da un alto estiraje a la cinta reduciendo su masa al mínimo.
Se le da una alta torsión a la diminuta cinta formando el hilo propiamente dicho.
El hilo recién formado es devanado en forma de bobina cónica o cilíndrica (cono o
queso)
El hilo puede ser purgado: O sea, se eliminan los defectos.
El hilo puede ser parafinado (lubricado): Sólo cuando se destina para tejido de punto.
La máquina Open End puede tener hasta 240 puestos de trabajo repartidos a ambos lados de
la máquina. Cada puesto trabaja independiente de los otros, o sea que mientras uno esta
empezando a formar un cono otro puede estar finalizando.
En este proceso también se obtienen dos subproductos uno en forma de pneumafil y el otro
como estopa.
La hilatura por rotor es una tecnología relativamente nueva, se usa desde 1967, tiene un alto
grado de automatización y alta velocidad de producción. Comparando éste sistema con la
hilatura de anillos, la hiladora por rotor hace el trabajo de la mechera, de la hiladora misma
y de la enconadora.


DIFERENCIAS ENTRE LOS HILADOS DE ANILLO Y LOS HILADOS OPEN
END
Ventajas de los hilos open end:
- Tienen mejores valores de irregularidad
- Tienen mayor elongación
- Tienen menos partes gruesas y delgadas.
- Tienen menos empalmes por bobina.
- Tienen menos impurezas que un hilo cardado de igual calidad.
- Son más voluminosos.
- Tienen mayor resistencia a la fricción.
Desventajas:
- Son menos resistentes a la tracción.
- Tienen una estructura muy diferente a la de los hilos de anillo.
- El aspecto no es tan agradable como el de los hilos de anillo.
- No se pueden obtener hilos tan finos (delgados) como en los hilos de anillo.
- El proceso open end tiene una alta exigencia en los equipos de apertura y limpieza,
cArdas y manuares.
- También tiene alta exigencia técnica y tecnológica en la máquina de hilar a rotores que
se use.





13.DEVANADORA, ENCONADORA O ENVOLVEDORA
END
Ventajas de los hilos open end:
- Tienen mejores valores de irregularidad
- Tienen mayor elongación
- Tienen menos partes gruesas y delgadas.
- Tienen menos empalmes por bobina.
- Tienen menos impurezas que un hilo cardado de igual calidad.
- Son más voluminosos.
- Tienen mayor resistencia a la fricción.
Desventajas:
- Son menos resistentes a la tracción.
- Tienen una estructura muy diferente a la de los hilos de anillo.
- El aspecto no es tan agradable como el de los hilos de anillo.
- No se pueden obtener hilos tan finos (delgados) como en los hilos de anillo.
- El proceso open end tiene una alta exigencia en los equipos de apertura y limpieza,
cArdas y manuares.
- También tiene alta exigencia técnica y tecnológica en la máquina de hilar a rotores que
se use.
11.DOBLADORA
OBJETIVOS:
OBJETIVOS:
El objetivo de la pobladora es unir dos hilos simples, uno al lado del otro con la misma tensión.
PARTES PRINCIPALES
1 - Tensor de hilo.
2 - Guía hilo.
3 - Percha.
4 - Taco doblado.
5 - Front Roll.
6 - Brazo superior.
7 - Automático.
8 - Creell.
SUBPRODUCTO DE LA MAQUINA
El subproducto de la dobladora es estopa formada por los revientes y enredos.
PRODUCTO QUE ENTREGA
1 - Tensor de hilo.
2 - Guía hilo.
3 - Percha.
4 - Taco doblado.
5 - Front Roll.
6 - Brazo superior.
7 - Automático.
8 - Creell.
SUBPRODUCTO DE LA MAQUINA
El subproducto de la dobladora es estopa formada por los revientes y enredos.
PRODUCTO QUE ENTREGA
Taco de hilo doblado
12.RETORCEDORAS
En ésta máquina se cumplen las siguientes funciones:
Reunir dos ó más hilos sencillos o cabos en uno solo.
Insertar torsión a los hilos unidos, con el fin de formar el retorcido.
Devanar el hilo retorcido en una bobina, cono o queso, dependiendo del tipo de
máquina.
Dos ó más hilos retorcidos se pueden unir de nuevo para formar un cableado.
Existen varios tipos de retorcedoras:
Retorcedoras por anill
Retorcedoras de doble torsión (tipo Volkman)
Retorcedoras por etapas (tipo Hamel)
Reunir dos ó más hilos sencillos o cabos en uno solo.
Insertar torsión a los hilos unidos, con el fin de formar el retorcido.
Devanar el hilo retorcido en una bobina, cono o queso, dependiendo del tipo de
máquina.
Dos ó más hilos retorcidos se pueden unir de nuevo para formar un cableado.
Existen varios tipos de retorcedoras:
Retorcedoras por anill
Retorcedoras de doble torsión (tipo Volkman)
Retorcedoras por etapas (tipo Hamel)
13.DEVANADORA, ENCONADORA O ENVOLVEDORA
Esta máquina cumple las siguientes funciones
Reunir muchas bobinas provenientes de las hiladoras de anillo para formar una bobina
cónica o cilíndrica (cono o queso).
Realizar el purgado del material, o sea eliminar defectos del hilo tales como partes
gruesas, partes delgadas, enredos e impurezas incrustadas. Estos defectos son
evaluados por medio de un sensor electrónico (purgador) el cual corta el hilo cuando se
sobrepasa cierto valor de longitud y grosor previamente ajustado.
Realizar el parafinado del hilo: Mediante un dispositivo parafinador opcional se aplica
parafina sobre el hilo que va pasando, con el fin de lubricar el hilo y disminuir su
coeficiente de fricción. Esto solo se hace cuando el hilo va a ser usado como materia
prima para tejido de punto, ya que el hilo se debe deslizar suavemente a través de las
guías y agujas de las máquinas circulares.
La hiladora de anillos entrega el hilo en husadas de hilado, las cuales contienen pequeñas
cantidades de hilo, además que este hilo contiene imperfecciones tales como partes gruesas
y delgadas, hilos dobles, enredos y motas.
En las devanadoras o enconadoras de bobinado cruzado se devanan estas husadas de hilado
y se producen bobinas cruzadas cónicas o cilíndricas, lo cual representa las siguientes
ventajas:
• Las bobinas cruzadas tienen una capacidad de hilo muy superior a la de las husadas
de hilado, lo cual facilita grandemente las operaciones siguientes.
• Al devanar las husadas de hilado en bobinas cruzadas, se pueden purgar y
opcionalmente lubricar los hilos.
Comparando con las bobinas cruzadas cilíndricas, las bobinas cruzadas cónicas son
necesarias cuando la velocidad de trabajo en el proceso siguiente es relativamente tan baja
que no permite la formación de balonamiento del hilo. Tal es el caso de los hilos
destinados a tejido de punto y algunas veces los de urdimbre, donde es necesaria la
presentación en conos para evitar que durante el desenrollado el roce de los hilos con las
capas externas de la bobina cruzada afecten la tensión o provoquen revientes de los
mismos. En aplicaciones donde por efecto de la alta velocidad de desenvoltura se forme
balonamiento del hilo es suficiente la bobina cruzada cilíndrica, la cual es de más sencilla
construcción y resulta más productiva.
La enconadora esta provista de un cambiador de bobinas cruzadas, el cual se traslada de un
lado a otro de la enconadora, cambiando automáticamente, por un tubo vacío, cada bobina
cruzada que haya alcanzado su diámetro o longitud de hilo previamente establecidos. Una
enconadora puede disponer de uno o más cambiadores de bobinas cruzadas.
El cambiador coloca las bobinas llenas bien sea, sobre una cinta transportadora o sobre una
fileta dispuesta para ello. Los tubos vacíos son tomados desde un depósito dispuesto
encima del huso de bobinado correspondiente.
Reunir muchas bobinas provenientes de las hiladoras de anillo para formar una bobina
cónica o cilíndrica (cono o queso).
Realizar el purgado del material, o sea eliminar defectos del hilo tales como partes
gruesas, partes delgadas, enredos e impurezas incrustadas. Estos defectos son
evaluados por medio de un sensor electrónico (purgador) el cual corta el hilo cuando se
sobrepasa cierto valor de longitud y grosor previamente ajustado.
Realizar el parafinado del hilo: Mediante un dispositivo parafinador opcional se aplica
parafina sobre el hilo que va pasando, con el fin de lubricar el hilo y disminuir su
coeficiente de fricción. Esto solo se hace cuando el hilo va a ser usado como materia
prima para tejido de punto, ya que el hilo se debe deslizar suavemente a través de las
guías y agujas de las máquinas circulares.
La hiladora de anillos entrega el hilo en husadas de hilado, las cuales contienen pequeñas
cantidades de hilo, además que este hilo contiene imperfecciones tales como partes gruesas
y delgadas, hilos dobles, enredos y motas.
En las devanadoras o enconadoras de bobinado cruzado se devanan estas husadas de hilado
y se producen bobinas cruzadas cónicas o cilíndricas, lo cual representa las siguientes
ventajas:
• Las bobinas cruzadas tienen una capacidad de hilo muy superior a la de las husadas
de hilado, lo cual facilita grandemente las operaciones siguientes.
• Al devanar las husadas de hilado en bobinas cruzadas, se pueden purgar y
opcionalmente lubricar los hilos.
Comparando con las bobinas cruzadas cilíndricas, las bobinas cruzadas cónicas son
necesarias cuando la velocidad de trabajo en el proceso siguiente es relativamente tan baja
que no permite la formación de balonamiento del hilo. Tal es el caso de los hilos
destinados a tejido de punto y algunas veces los de urdimbre, donde es necesaria la
presentación en conos para evitar que durante el desenrollado el roce de los hilos con las
capas externas de la bobina cruzada afecten la tensión o provoquen revientes de los
mismos. En aplicaciones donde por efecto de la alta velocidad de desenvoltura se forme
balonamiento del hilo es suficiente la bobina cruzada cilíndrica, la cual es de más sencilla
construcción y resulta más productiva.
La enconadora esta provista de un cambiador de bobinas cruzadas, el cual se traslada de un
lado a otro de la enconadora, cambiando automáticamente, por un tubo vacío, cada bobina
cruzada que haya alcanzado su diámetro o longitud de hilo previamente establecidos. Una
enconadora puede disponer de uno o más cambiadores de bobinas cruzadas.
El cambiador coloca las bobinas llenas bien sea, sobre una cinta transportadora o sobre una
fileta dispuesta para ello. Los tubos vacíos son tomados desde un depósito dispuesto
encima del huso de bobinado correspondiente.


14.URDIDORA
El urdido es otro de los procesos importantes en la preparación de hilos que han han de formar la tela.
Esta función se cumple en la maquina denominada urdidora que tiene por objeto reunir detreminada cantidad de hilos en un solo paquete, los cuales se fusionaron en el proceso siguiente para formar el numero total de hilos requeridos en el tejido.

15.ENGOMADORA
El urdido es otro de los procesos importantes en la preparación de hilos que han han de formar la tela.
Esta función se cumple en la maquina denominada urdidora que tiene por objeto reunir detreminada cantidad de hilos en un solo paquete, los cuales se fusionaron en el proceso siguiente para formar el numero total de hilos requeridos en el tejido.
15.ENGOMADORA
En el engomado de hilos de urdimbre, no es menos importante que cualquiera de los procesos anteriores, por que de el depende la obtención de un buen tejido.
La operación del engomado consiste en aplicar una película de goma para darles mayor resistencia, seguridad, elasticidad, compactación, y uniformidad en la fibra. La formación de la película debe ser continua y unirme para sostener las fibras adheridas.
El producto más usado en el engomado es el almidón con la adición de lubricantes y otros aditivos como el agua, resinas, grasas, sales, ceras, etc.

La operación del engomado consiste en aplicar una película de goma para darles mayor resistencia, seguridad, elasticidad, compactación, y uniformidad en la fibra. La formación de la película debe ser continua y unirme para sostener las fibras adheridas.
El producto más usado en el engomado es el almidón con la adición de lubricantes y otros aditivos como el agua, resinas, grasas, sales, ceras, etc.
16.LIZOS
Se efectúa pasando los extremos de los hilos de un cilindro de urdimbre atreves de laminillas y de lizos distribuidos a lo largo de un marco llamado arnés, y un peine. La operación anterior se puede efectuar cuando el cilindro no se puede empatar con otro que este para terminar en el telar por no tener las mismas características debido a cambio de telas o de arneses. Los hilos de una urdimbre se pasan por las laminillas, lizos, y peine, según distribución previamente establecida.
Se efectúa pasando los extremos de los hilos de un cilindro de urdimbre atreves de laminillas y de lizos distribuidos a lo largo de un marco llamado arnés, y un peine. La operación anterior se puede efectuar cuando el cilindro no se puede empatar con otro que este para terminar en el telar por no tener las mismas características debido a cambio de telas o de arneses. Los hilos de una urdimbre se pasan por las laminillas, lizos, y peine, según distribución previamente establecida.


17.TEJIDO PLANO
Entrega una tela con unas especificaciones de calidad como ancho de la tela y numero de pasadas por pulgada cuadrada, numero de hilos, referencia de la tela, tipo de peine, tipo de cilindro, titulo de la urdimbre, titulo de la trama.
Enlazar convenientemente y de acuerdo a una orden los hilos de urdimbre, con las pasadas de trama, para producir tejidos.
Su entrega final es un rollo de tela
A)TELAR CONVENCIONAL
Son todos aquellos que hacen la inserción de trama por medio de lanzadera y siempre en dos direcciones, de izquierda a derecha y de derecha a izquierda
Son todos aquellos que hacen la inserción de trama por medio de lanzadera y siempre en dos direcciones, de izquierda a derecha y de derecha a izquierda

B) TELAR NO CONVENCIONAL
Son todos aquellos que hacen la inserción de trama por medio de un método diferente de la lanzadera y siempre en una sola dirección.


18.TEJIDO DE PUNTO
Su función es hacer tela por medio de agujas para formar mallas, bucles o puntos entrelazados Se alimenta de Conos de hilo. Para entregar tela.Tiene las especificaciones que le da el área de diseños

18.TEJIDO DE PUNTO
Su función es hacer tela por medio de agujas para formar mallas, bucles o puntos entrelazados Se alimenta de Conos de hilo. Para entregar tela.Tiene las especificaciones que le da el área de diseños
A)TELAJES CIRCULARES
El sistema principal de dicho telar, es un cilindro que contiene los dos elementos fundamentales para su funcionamiento: Zinker y Agujas


B)TELARES RECTILINEOS
elaboran el tejido de punto por Urdimbre y cuyo principio es enrollar varios hilos paralelamente
El sistema principal de dicho telar, es un cilindro que contiene los dos elementos fundamentales para su funcionamiento: Zinker y Agujas
B)TELARES RECTILINEOS
elaboran el tejido de punto por Urdimbre y cuyo principio es enrollar varios hilos paralelamente
19.CHAMUSCADO
En este caso la tela es expuesta a una flama de tal manera que se chamusque eliminando las fibras y alisando la superficie, aunque con este tipo de tratamiento la tela queda siempre rasposa y se utiliza normalmente en las telas que no están hechas por fibras termoplásticas.

 20.DESENGOMADO
20.DESENGOMADOEl desengomado es la eliminación de los productos utilizados para el engomado de fibras.
Los hilos provenientes de hilados se sostienen a la acción de gomas (almidón) y suavizadores (cebos) para darle consistencia y suavidad para el trabajo de telares.
El desengomado se hace porque la tela que contiene las sustancias anteriores no es hidrófila, es decir, no absorbe agua y dado colorantes se disuelven en agua para aplicarlos después resultaría la tela mal teñida.
Los hilos provenientes de hilados se sostienen a la acción de gomas (almidón) y suavizadores (cebos) para darle consistencia y suavidad para el trabajo de telares.
El desengomado se hace porque la tela que contiene las sustancias anteriores no es hidrófila, es decir, no absorbe agua y dado colorantes se disuelven en agua para aplicarlos después resultaría la tela mal teñida.

21.DESCRUDE
Tiene por objeto la eliminación por saponificación o emulsion de las ceras o materias grasas del algodón, de las materias pectinicas, de los colores naturales del algodón, de cascaras y pelusas de la semilla.
El descrude puede ser llevado a cabo bajo presión en ollas, o sin presión generalmente a la continua; ambos casos se utiliza una solución alcalina en presencia de un detergente-humectante al medio de la solución.
El descrude puede ser llevado a cabo bajo presión en ollas, o sin presión generalmente a la continua; ambos casos se utiliza una solución alcalina en presencia de un detergente-humectante al medio de la solución.

TELA DESCRUDADA

22. BLANQUEO
Es el proceso por el cual se busca la perdida total del color natural de el algodón.
La finalidad principar del blanqueo es la obtención del color blanco en los generos, que deben ser mas o menos blancos, según el proceso posterior de teñido o de coloración blanca.
El tratamiento debe ser energico, según el tipo de algodón que se trate, asi el algodón nuestro tiene con un solo blanqueo, no asi el algodón egipcio que necesita dos para un buen blanqueo.
Es el proceso por el cual se busca la perdida total del color natural de el algodón.
La finalidad principar del blanqueo es la obtención del color blanco en los generos, que deben ser mas o menos blancos, según el proceso posterior de teñido o de coloración blanca.
El tratamiento debe ser energico, según el tipo de algodón que se trate, asi el algodón nuestro tiene con un solo blanqueo, no asi el algodón egipcio que necesita dos para un buen blanqueo.

23.SANFORIZADO
El proceso de sanforizado hace que la tela encoja de manera controlada. Se efectua pasando la tela frente a un atomizador de agua, posteriormente, la tela es introducida entre una banda de caucho y un tambor caliente, los cuales comprimen los hilos de pie. Mediante el sanforizado se puede reducir al maximo la contraccion de la prenda acabada.Al igual que todas las fibras naturales (lana, seda, lino), SI encoge si se lava con agua caliente o utiliza la secadora, y NO si se lava con agua fría y se deja secar al aire. Las telas de algodón 100% llevan un tratamiento llamado sanforizado para que no encojan. Si no fuera así, encogerían incluso al lavarlas con agua fría. Sin embargo, ni el mejor sanforizado de las telas más caras del mundo evita que encoja cuando se lava con agua caliente o utiliza la secadora.la prendaLos fieltros Dollfus & Muller son utilizados en la unidad Palmer del tren de encogimiento por compresión o máquina sanforizadora. La máquina sanforizadora realiza a la tela de tejido plano lo que un compactador hace a la tela de tejido de punto: Pre-encogimiento y estabilización. La diferencia se encuentra en el hecho que el encogimiento no es dado por el fieltro, sino por una gruesa banda de caucho utilizando vapor y presión mecánica en la primera unidad de la máquina. Máquinas sanforizadoras son utilizadas en camisería, telas de bajo peso y plantas acabadora de mezclilla (Denim).

24. MERCERIZADO
El mercerizado es una operación física y química, que se lleva acabo pasando una pieza de algodón o un hilo atravez de soda caustica o potásica bajo tensión.
La finalidad primordial de la mercerización es la obtención del brillo en la fibra, mayor afinidad por los colorantes y aumento de resistencia de la fibra.
El mercerizado se hace sobre telas e hilos que, aunque en maquinas distintas, se hace bajo las mismas condiciones.

25. TEÑIDO CONTINUO
El mercerizado es una operación física y química, que se lleva acabo pasando una pieza de algodón o un hilo atravez de soda caustica o potásica bajo tensión.
La finalidad primordial de la mercerización es la obtención del brillo en la fibra, mayor afinidad por los colorantes y aumento de resistencia de la fibra.
El mercerizado se hace sobre telas e hilos que, aunque en maquinas distintas, se hace bajo las mismas condiciones.
25. TEÑIDO CONTINUO
Es la etapa más compleja dentro de las operaciones de procesamiento; involucra una gran variedad de colorantes y agentes auxiliares de teñido. La calidad de la tintura depende del equipamiento empleado, la fórmula específica, los tintes y auxiliares de tintes que proveen el medio químico para su difusión y fijación sobre la fibra. La tintura puede realizarse en procesos discontinuos o de agotamiento y en procesos continuos o de impregnación. En esta etapa la dificultad encontrada es que los auxiliares usados en este proceso matizan los colores.Los procesos discontinuos de agotamiento se caracterizan porque el material textil está un tiempo más o menos largo en contacto con el baño de teñido, dando tiempo a que el colorante se fije en la fibra. El proceso se realiza de diferentes maneras: a) Con el material en movimiento y el baño en reposo, para lo cual las máquinas más comunes son: La barca de torniquete: se usa básicamente para el teñido de tejidos de punto o jersey, felpas, alfombras y tejidos planos. La relación de baño, volumen de baño por kilo de material que se procesa, varía entre 1:30 a 1:15. Las relaciones de baño altas elevan el costo del teñido ya que para obtener la misma calidad de producto se requiere un mayor consumo de energía, colorante y productos auxiliares. El jigger: en esta máquina se trabaja solamente tejidos planos, como popelinas, driles, cretonas y felpas. Hay mayor velocidad de circulación de la materia textil en forma de cuerda. La relación del baño promedio es de 1:15, con el consiguiente ahorro de productos auxiliares, agua y energía. b) Con el material en reposo y el baño en movimiento Este proceso se utiliza para el teñido de hilados, ya sea en forma de madeja, conos, bobinas, tejidos de punto sintético y tejido plano. Se utilizan autoclaves verticales u horizontales. c) Con el material y el baño en movimiento Con este método se ha conseguido el aumento de la producción de teñido, mejorando notablemente la uniformidad y el aspecto final de las telas. Las máquinas jet y overflow trabajan a altas temperaturas donde el movimiento del material no depende de un torniquete, sino de la inyección del baño por medio de una bomba que lo toma de la parte inferior de la máquina, para hacerlo pasar por una tobera Venturi, lo que permite teñir a velocidades de circulación muy elevadas. La relación del baño promedio es de 1:10 y se emplea tanto para tejidos planos como de punto. Lo+B18s procesos continuos o de impregnación se usan principalmente para la tintura de tejido plano, aunque, para determinados colores, también se aplica a tejidos tubulares (de punto). La tela pasa en forma continua por un foulard que contiene una solución concentrada de colorantes y auxiliares. Luego se exprime y se fija el colorante ya sea por reposo en una cámara, o por medio de vapor en una vaporizadora o por calor seco a alta temperatura en una instalación thermosol. Los tipos de fijación varían de acuerdo al colorante utilizado. El tipo de colorante empleado en la tintura determina los auxiliares utilizados: sales de sodio, cloruros, sulfatos y carbonatos como agentes sinergistas. Si bien en la actualidad se tiene la tendencia de suprimirlos, en tratamientos posteriores se emplean sales de cobre y cromo para la fijación de algunos colorantes, lo que mejora la solidez. Los colorantes directos sustantivos son sustancias neutras que tienen gran afinidad con el algodón y la celulosa en general. Debido a su alta solubilidad es necesario utilizar sales (cloruros o sulfatos) para obtener un agotamiento óptimo. El efluente procedente de estas tinturas no es muy contaminante, pero presenta un alto grado de coloración. Los colorantes tina son insolubles en agua, por ello se utilizan agentes reductores fuertes, tales como el hidrosulfito en medio alcalino que los transforman en la correspondiente forma leuco y en esa forma sube sobre la tela. Luego se efectúa la oxidación sobre la tela, al aire, con perboratos o con H2O2. Posteriormente se debe eliminar el exceso de álcali con lavados en caliente. Cada uno de estos pasos está seguido de un enjuague en caliente. Generalmente estos colorantes provocan efluentes con altos valores de contaminantes. Los colorantes al sulfuro, como su nombre lo indica, contienen compuestos sulfurados en su estructura y se aplican en la fibra en estado reducido disueltos en sulfuro de sodio para luego oxidarse produciendo la coloración esperada. Las aguas de desecho contienen el baño de tintura y los enjuagues son alcalinos, altamente coloreados y tóxicos y constituyen uno de los efluentes más contaminados. Ha surgido una línea de colorantes llamados "sulfuros ecológicos" que utilizan otro tipo de reductores y requieren una menor cantidad de sulfuro de sodio para su disolución. Existe una tendencia mundial a no usar los colorantes al sulfuro. Colorantes en base naftol: azoicos insolubles. El tejido se impregna primeramente con un agente de desarrollo como el naftol; se exprime y eventualmente se seca en forma suave y luego se trata con una base diazotada o su correspondiente sal soluble para que se produzca el desarrollo (o copulación) del color, generándose en la fibra. Luego de la copulación se enjuaga jabonando enérgicamente y a ebullición. Los contaminantes principales se originan en las tinturas diazota- das, el beta-naftol y los enjugues. Colorantes reactivos: son los únicos colorantes que se unen a la fibra químicamente. Para ello inicialmente se disuelve el colorante y luego se agota con grandes cantidades de sal para lograr el desplazamiento del colorante hacia la fibra en el menor tiempo posible, evitando la hidrólisis del mismo en el agua que compite con la subida del colorante a la fibra. Inmediatamente se fija en medio alcalino (carbonato, hidróxido o silicato de sodio) entre 50 y 80 oC. Los enjuagues comprenden lavados jabonosos a ebullición y un aclarado final con agua.

26.ESTAMPAMPACION
Es un teñido local. Es la técnica de decorar un tejido, con determinado dibujo, utilizando solamente un espacio especifico en la tela. Emplea los mismos colorantes que se utilizan cuando se tiñe completamente, pero con la ventaja de que aquí se pueden emplear varios colores separados, para dar un efecto multi color al genero. Puede pensarse como una técnica de pintar un dibujo en una tela.

27.REVISION FINAL
Cada metro de tela es inspeccionado visualmente usando el sistema de evaluacion de 4 puntos. La informacion es introducida atravez de un sistema de refuerzo para lograr una optimizacion en el corte. Enseguida la tela pasa por mesar de corte en donde la pieza es cortada en rollos de tela, deacuerdo tambien a las especificaciones de el cliente.

esta genial esta informacion grascias me ha servido de mucho
ResponderEliminar